


新闻资讯
自动焊机
新闻资讯
管道自动焊机焊丝送进机构
时间:2017-09-06 点击量:
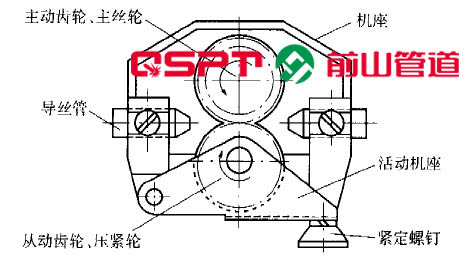
一般可分为两轮送进机构和四轮送进机构,由于受整体空间的限制,采用两轮送丝机构。陔机构主要南送丝电机、压紧机构、焊丝导向管等组成。其工作原理为:送丝电机驱动主送丝轮及其主齿轮旋转, 通过主、从动卤轮啮合传到压紧轮上,焊丝经导向管从两轮之间通过,使进入焊枪的焊丝被修整得比较直,以便在焊接过程中不会出现卡丝现象。焊丝送进机构如图所示。
根据焊接工艺要求,一般送丝速度v=12.5 m/min; 初步选送丝电机输入转速n1=9 390 r/min;额定功率P=11 kW;假定走丝轮直径D=20 mm;则减速箱减速比
i=n1/n2=n1/v/(πD)=9 390 r/min÷[12 500 mm/min÷(π×20 mm)] ≈47.2
电机说明书上所配减速箱的减速比比较接近的规格只有1:33和1:53。若选用i=1:53的减速箱,则
实际送丝速度 v=n1/i/(πD)=9 390 r/min+[53÷(π×20 mm) ≈11132 mm/min≈11.1 m/min,满足使用要求。




