


管道自动焊机标准
时间:2017-09-07 点击量:
管道自动焊机标准
1) 公称直径DN≤50mm的钢管,一般采用机械法切割,DN>50mm的钢管可以使用气割。
2) 管子切口应平整,不得有裂纹、重皮、毛刺、凸凹、熔渣,铁屑应予以清除,切口平面允许倾斜偏差△为管径的1%,但不得超过3mm。
3) 弯管采用冷弯、热冲压弯以及焊接弯等加工形式,弯管的弯曲半径应符合设计要求,如无特殊说明,最小弯曲半径应符合下列规定:
弯管方式 最小弯曲半径
冷弯 4×DW
热冲压弯 1.5×DW
焊接弯 DN≤250mm 1×DW
DN>250mm 0.75×DW
4) 当采用加热弯管时,升温缓慢、均匀,保证管子热透,并防止管子过烧和渗碳,有应力腐蚀的弯管应做消除应力热处理,当采用冷弯后,应按规定进行热处理。
5) 管子子的机械弯曲角度偏差值不得超过±3 mm,当直管长度大于3m时,其总偏差不得大于±10 mm。
6) 管道支架、吊架的材料、加工尺寸、精度、焊接形式应符合设计要求,支架底板应平整,吊架应垂直,外观检查不得有漏焊、裂纹、咬肉等缺陷,焊接造成变形应予以矫正,合格后应做防锈处理。
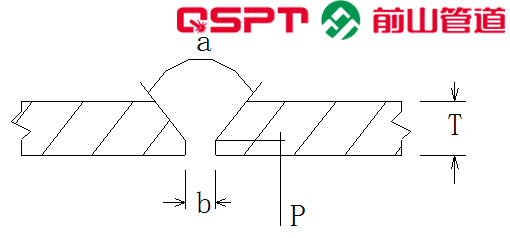
7) 所有管道焊接管端口应采用管道坡口机加工坡口或用角向磨光机打磨坡口,尽量采用机械坡口,坡口加工好后必须除去坡口表面的氧化皮、熔渣,并应将凹凸不平处打磨平整,组对前应将坡口及其内外侧表面10-15mm范围内的油漆、毛刺、锈等清除干净(露出金属光泽),不得有裂纹、夹层等缺陷。坡口角度一般为“V”型坡口(必须保证钝边和间隙,钝边可防焊穿,合适的间隙保证焊缝根部能焊透)。如下图表示:
坡口角度、钝边、间隙尺寸
| 壁厚t(mm) | 间隙b(mm) | 钝边p(mm) | 坡口角度a(°) |
| 4-9 | 1.5-3.0 | 1.0-1.5 | 60-70 |
1) 管道对接
a) 管道对接焊口的组对应作到内壁齐平,局部错口不应超过下列数量。
b)
| 管壁厚 | 内壁错口 | 外壁错口 |
| ﹥10 | 1 | 0.1薄件壁厚+1 |
| ﹤5 | 0.5 |
c) 当存在间隙大、错口、不同心等缺陷时,不得强力对口,也不得用加热延伸管子或加扁铁、多层垫等方法连接管道。
d) 管子对口时应在距接口中心200mm处测量平直度见下图,当管子公称直径小于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
e) 焊条、焊剂使用前后应按出厂说明书的规定进行烘干,并在施工中保持干燥。
f) 管道安装应符合下列要求:
| 项目 | 允许偏差(mm) | ||
| 坐标 | 架空及地沟 | 室外 | 25 |
| 室内 | 15 | ||
| 埋地 | 60 | ||
| 标高 | 架空及地沟 | 室外 | ±20 |
| 室内 | ±15 | ||
| 埋地 | ±25 | ||
| 水平管道平直度 | DN≤100 | 2L‰,最大50 | |
| DN>100 | 3L‰,最大80 | ||
| 立管铅垂度 | 5L‰,最大30 | ||
| 成排管道间距 | 15 | ||
| 交叉管的外壁或绝热层间距 | 20 | ||
g) 施焊人员应在焊缝焊完后立即去除渣皮、飞溅物,清理干净焊缝表面,然后进行焊缝外观检查。用眼睛观察检查或用低倍放大镜检查,检查焊缝处焊肉的波纹粗细、厚薄均匀规整等,加强面的高度和遮盖宽度尺寸应合乎标准,焊缝处无纵横裂纹、气孔及夹渣;管子内外表面无残渣、弧坑和明显的焊瘤。焊缝外观标准见下表:
| 项 目 | 指 标 |
| 外 观 | 不得有熔化金属流到焊缝外未熔化的母材上,焊缝和热影响区表面不得有裂纹、气孔、弧坑和灰渣等缺陷;表面光顺、均匀,焊道与母材应平缓过渡,根部应焊透。 |
| 宽 度 | 应焊出坡口边缘2~3mm(指加强面) 。 |
| 表面余高 | 小于等于1+0.2倍坡口边缘宽度且不大于4mm。 |
| 咬 边 | 深度小于或等于0.5mm,焊缝两侧咬边总长不得超过焊缝长度的10%,且连续长不大于100mm。 |
| 错 边 | 小于或等于0.2t,且不大于2mm。 |
| 未焊满 | 不允许。 |





